2009-10-14 09:15:35 来源:万方数据
目前我国有众多的中小电子产品制造企业,其产品主要是面向工业应用,或是给大企业做配套生产,产品种类多为面向特定行业应用的电子仪器、仪表、通讯设备等。基于行业特点,特别是通讯产品,只有签订合同后才能确定每台机器的频谱,也才能确定相关部件的技术指标,组织生产。很多产品的售后服务要求能终身维护,因此也要求企业保存完整的、详细的生产记录,以方便产品维修和质量跟踪。当生产线上同时有多种机型在生产,或同一机型有不同批次的产品在生产时,生产技术资料可能使用不同的版本,整个生产线上的情况非常复杂。由于资金和其他条件的限制,生产过程多为手工操作,车间管理也多采用传统方式,主要靠手工填写各种帐册、表单来了解生产线的生产情况,采取信息逐级传递的方式来解决生产现场问题,信息流通环节较多,传递速度较慢,很难保证生产记录的完整性和准确性,车间管理难度很大。
随着电子工业的发展,电子产品制造业的竞争较之其他行业更为激烈,对生产的压力越来越大,传统生产现场管理方式已无法满足今天复杂多变的竞争需要。这就要求中小电子产品制造企业对生产全过程实行协调控制,同时必须加强企业科学管理,引入计算机和信息技术,建立现代化的企业生产经营管理信息系统。
1 制造执行系统MES
1.1 制造执行系统的概念
制造执行系统MES(Manufacturing Execution System)是20世纪90年代初产生的技术概念。它的出现完全是针对MRPⅡ在车间生产管理方面的困窘,是对MRPⅡ功能的必要补充。
美国先进制造研究机构AMR(Advanced Manufacturing Research)将MES定义为“位于上层计划管理系统与底层工业控制之间的、面向车间层的管理信息系统”,MES为操作人员、管理人员提供计划的执行、跟踪以及所有资源(人、设备、物料、客户需求等方面)的当前状态信息。因而MES强调控制和协调,使制造过程不仅有很好的计划性,还能够使计划落实到实处,并能在计划执行过程中根据实际情况实时地调度和控制。
1.2 制造执行系统的功能
MES的任务是根据上级下达的生产计划,充分利用车间的各种生产资源、生产方法和丰富的实时现场信息,快速、低成本地制造出高质量的产品,其生产活动涉及订单管理、设备管理、库存管理、物料跟踪、数据采集以及维护管理、质量控制、性能分析及人力资源管理等。
MES汇集了车间中用以管理和优化从下订单到产成品的生产活动全过程相关活动,它控制和利用实时准确的制造信息来指导、传授、响应并报告车间发生的各项活动,同时向企业决策支持过程提供有关生产活动的任务评价信息。MES的功能包括车间的资源分配、过程管理、质量控制、维护管理、数据采集、性能分析及物料管理等。
基于以上的MES理论,并根据中小电子产品制造企业的实际情况,笔者开发了实用的、面向中小企业的电子产品制造执行系统(E-MES)。
2 业务流程分析
电子产品的工序特点:在整个生产过程中最重要的部分就是电子电路的装联,电子电路的装联过程以焊接为主,以绕接、压接等方法为辅助手段。焊接过程包括:将准备齐套的电子元器件经过搪锡、整形后插装到印刷线路板上,在反面焊接、剪脚、清洗后,再经过电气装配、机械装配,完成整个部件生产过程。由于整个部件的生产都是手工操作,且整个部件生产完成后才进行质量检验,所以把整个部件的生产看作一道工序。
中小电子产品制造企业的生产过程可描述为:厂级计划部门给车间下达产品批次生产计划,规定产品批次交货日期。车间根据生产资源进行粗能力平衡,制订出作业计划,确定各工序最迟的开工日期,并根据车间现阶段的生产任务和实际的生产情况,制订出具体的各生产班组的批次调度计划,开具各生产班组的领料单。生产班组按领料单领料,按调度计划进行生产作业。当整批产品的一道工序完成后,由班组填写工序完工单,并把在制品转移到质量检验站进行质量检验。质检人员按照每道工序的质量检验标准,对在制品的各项技术指标进行检验,检验结束后,开具工序处理单。合格品转入在制品仓库,仓库接收后,记录到库房台帐中。具体的业务模型如图1所示。

图1 电子产品制造企业MES系统业务流程图
3 详细设计
通过以上业务过程分析,在对原手工操作的工作流程、信息特征、处理方法以及存在问题都有了较深入了解的基础上,我们对原有的业务流程进行计算机化可行性分析,通过识别可以由计算机自动进行、可以人机交互进行、仍然需要由人工完成的业务流程,提出了电子产品制造企业的MES功能模型。它针对电子制造企业生产管理的特点和需要,能有效协助各部门做好各项生产管理工作,提供详细的信息资料。
3.1 系统体系结构
目前管理信息系统的软件结构一般采用Browse/Server或者是Client/Server体系结构。B/S结构的主要特点是基于Web服务器的3层结构,系统安装配置在Web服务器上,用户可以通过浏览器访问Web服务器,其界面一致性良好;基本上实现了客户端的零配置,极大地减轻了维护任务,降低了维护成本。基于Web的网络体系结构具有很好的开放性。但是它也存在着不足之处:基于Web的应用程序由于要花费额外的处理进行数据格式的转换,服务器端对客户端的响应速度不高;对于交互性较强的功能模块,由于其构造方式比较松散,模块内部的内聚性不强,不利于模块功能的维护;数据处理较复杂的部分难以用脚本实现,其性能和稳定性较差。
Client/Server体系结构是当前流行的计算机体系结构。在这种体系结构中,客户机提出请求,服务器对客户机的请求作出回应。C/S体系结构的本质在于通过对服务功能的分布实现分工服务。在C/S体系结构中,客户机负责管理用户界面、接收用户数据、处理应用逻辑、生成数据库服务请求,然后将这些请求按照一定的格式返回给用户。C/S体系结构使应用程序的处理更加接近用户,这种结构的好处是整个系统具有更好的性能。
本系统的生产班组计算机、质量检验站计算机和仓库计算机负责数据的显示和录入工作,而数据处理工作主要由车间主计算机完成,但是它们之间的数据交换不仅数据量大,而且实时性要求较高,系统的交互性能要求强,综合考虑,本系统采用C/S结构可以很好地满足要求。系统的体系结构如图2所示。

图2 系统的体系结构
用户层是直接面向用户的界面,为用户提供操作功能;应用层对用户的操作进行处理,并通过ODBC和SQL语句实现对物理数据库的各种操作。数据层是对物理数据库的管理。
3.2 系统的功能模型
根据系统的功能要求,可将系统分为基础数据管理、计划调度管理、生产线管理、质量检验、库存管理等几个功能模块。系统功能模型如图3所示。
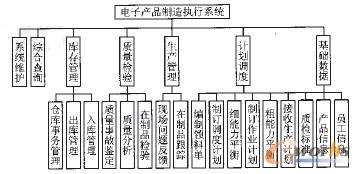
图3 系统功能模型
a. 基础数据包括:录入员工的基本信息;产品的BOM表,工序的加工工艺;质量检验标准等。
b. 计划调度包括:接收主生产计划;经粗能力平衡后,制订作业计划;再经细能力平衡后,制订具体的班组调度计划。
c. 生产现场管理包括:员工作业时,通过刷部件和作业员工条形码,实现在制品跟踪;当生产现场发现问题时,交互生成现场问题反馈单。
d. 质量检验包括:质量检验人员对完工的部件进行检验,把检验结果录入系统中,系统自动生成检验结果;发生质量事故时,录入质量事故鉴定单;对质量检验数据进行统计分析,找出规律和影响质量的生产因素,加以改进。
e. 库存管理包括:生产班组根据领料计划从仓库领料,检验合格的在制品入库以及管理库存事务。
系统的信息流和物流模型如图4所示。
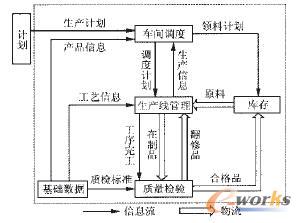
图4 系统信息流和物流模型
3.3 网络拓扑结构
本系统考虑到硬件的性价比和可扩展性,采用二级网络结构。其中一级网络为Windows NT局域网,按照标准网络规格组建,实施开放系统措施和采用系统容错等一系列技术,为将来系统扩展或连接Internet做好准备。车间各台计算机之间通过此局域网互连。二级网络由终端扫描设备和通讯计算机组成。在每个生产班组、质检站和在制品仓库配置1台计算机,各工位上配置1个条形码阅读器。考虑到车间的实际生产环境,当1台通讯计算机只连接1个条形码阅读器,且距离很近时,就通过计算机键盘口直接相连;当条形码阅读器和通讯计算机之间跨度比较远,且1台计算机要和多个条形码阅读器相连时,利用RS232/RS485转换器将多个条形码阅读器连接到通讯计算机上。整个系统网络配置如图5所示。
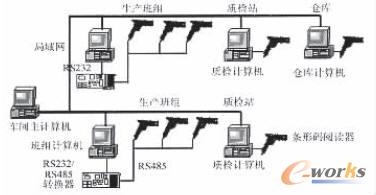
图5 系统网络配置图
由于电子制造车间作业环境很干净,无需对计算机进行特别防护,但是在车间有比较强的电磁干扰,故在网络布线时需采用超五类屏蔽双绞线。
4 支持技术
条形码技术是伴随计算机技术的普及而迅速发展起来的一种新型自动识别技术。本项目中的条形码信息是进行全字符识别,选用在工业制造领域应用广泛的39条形码。39条形码由于字符集全,编码严谨,可以满足本课题的需要。条形码识别设备采用激光手持式条形码阅读器。
具体的编码规则如下:员工条形码采用员工工号,在企业中员工的工号一般采用长度固定的流水号,本项目的参照单位员工工号是4位数字。
产品条形码:企业的产品生产批次采用的是长度固定的数字,本项目采用6位数字。而产品或部件代号根据产品的不同,长度各不相同。具体的编码示意图如图6所示。

图6 产品信息编码方案
如:043421/YBX-1.8,04表示2004年,34表示第34批,21表示是其中的第21件产品;YBX-1.8表示代号为YBX-1的一个部件。条形码读入系统后,由程序自动识别并写入数据库中。
5 结束语
上述MES软件正在某些电子产品制造企业实施,通过本系统的应用,企业的生产现场管理水平有了大幅度的提高,生产管理人员能够实时掌握生产进度、在制品质量以及生产现场发生的问题,并及时采取措施,以提高产品质量,解决生产中出现的问题;提高了交货准确度,同时也提高了现场管理人员的水平。以条形码追踪产品生产批次,收集完整资料,提高了产品售后服务水平。
免责声明:本网站(http://www.ciotimes.com/)内容主要来自原创、合作媒体供稿和第三方投稿,凡在本网站出现的信息,均仅供参考。本网站将尽力确保所提供信息的准确性及可靠性,但不保证有关资料的准确性及可靠性,读者在使用前请进一步核实,并对任何自主决定的行为负责。本网站对有关资料所引致的错误、不确或遗漏,概不负任何法律责任。
本网站刊载的所有内容(包括但不仅限文字、图片、LOGO、音频、视频、软件、程序等)版权归原作者所有。任何单位或个人认为本网站中的内容可能涉嫌侵犯其知识产权或存在不实内容时,请及时通知本站,予以删除。




